

От концепции «убрать все лишнее», свойственной токарным и фрезеровочным технологиям, производства постепенно переходят к принципу «добавить только то, что необходимо» ― аддитивным технологиям ― 3D-печати.
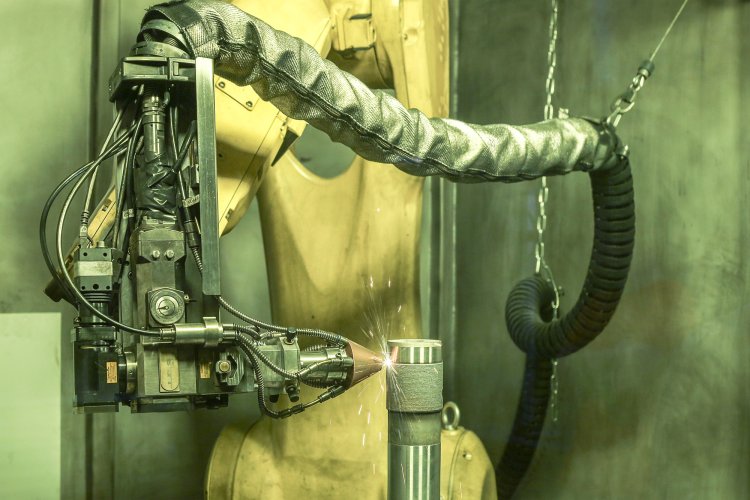
Фото: Александр Бурмистров / Научная Россия
Доступные для личного использования в условиях квартиры 3D-принтеры в основном печатают пластиком. Производства же, выпускающие продукцию для авиации, космонавтики, медицины и энергетики, могут создавать и детали из металлов, используя сырье в виде порошков. Для того чтобы их сплавить, используются станки для печати, в основе которых лежат лазеры. Методы лазерной печати различаются, каждый со своими преимуществами, недостатками и областями применения.
Рассказываем о лазерных технологиях 3D-печати на примере опыта Центра аддитивных технологий Самарского национального исследовательского университета им. ак. С.П. Королева.
Аддитивные технологии начали уверенно конкурировать с классическими методами производства относительно недавно — 10–15 лет назад. Но за это время они уже показали свои преимущества перед фрезеровкой, токарной обработкой, литьем или штампованием. Создавать заготовки и детали таким методом зачастую оказывается дешевле и быстрее без ущерба качеству — при этом с возможностью создавать конструкции со сложной геометрией, нереализуемые с помощью других технологий, — например, детали с комплексом внутренних каналов. Применяя классические методы, сложные детали тоже возможно изготовить, но как набор разных элементов, которые позже так или иначе надо объединять. 3D-печать же позволяет создавать изделие как единое целое.
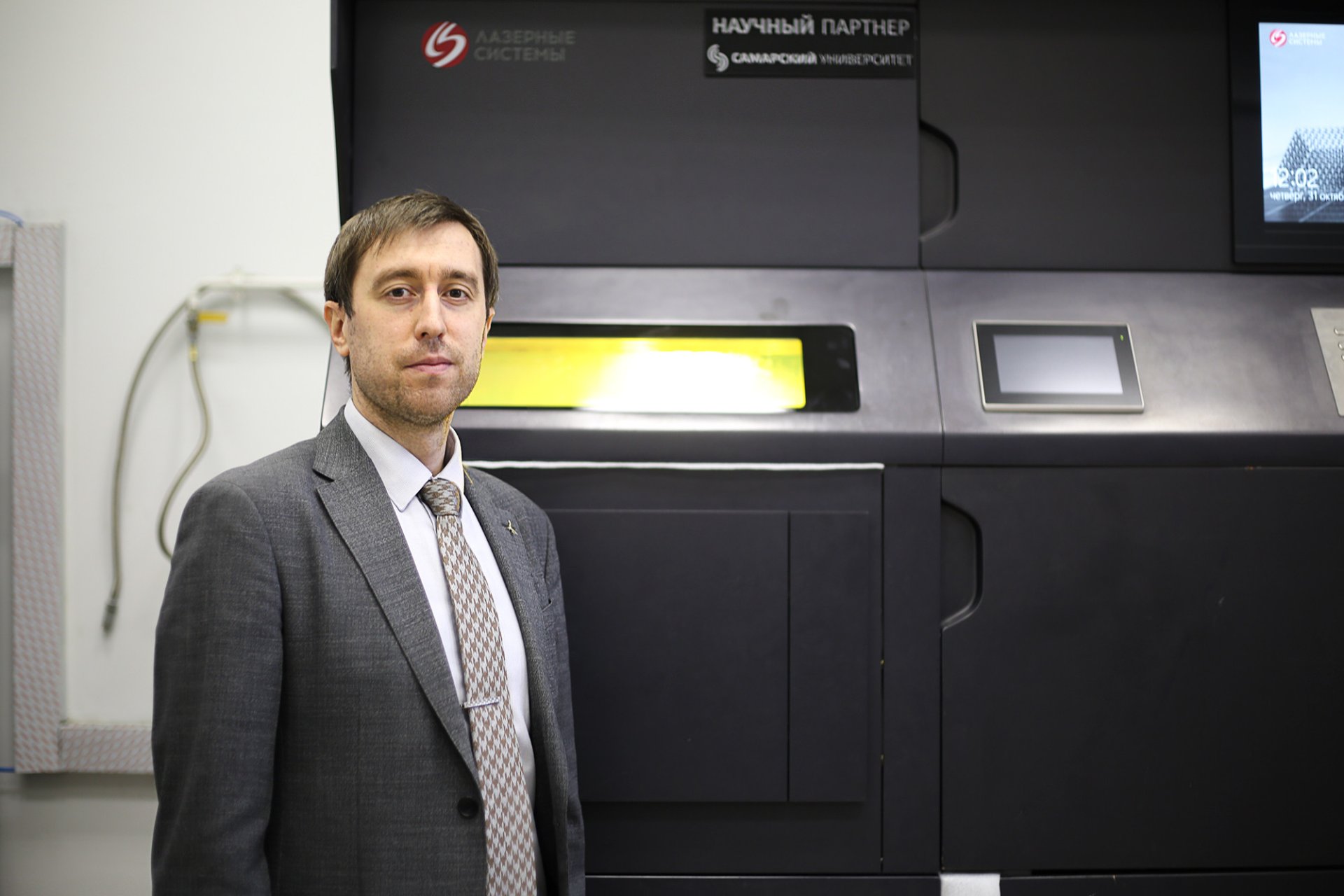
«Важное преимущество аддитивных технологий ― это сроки изготовления. Производство классическими способами подразумевает несколько этапов: резку, вытачивание, сварку, постобработку… Все это занимает достаточно много времени. Только производство форм для литья может занять полгода-год. За это время мы уже выпустим необходимые объемы готовой продукции. Мы сразу создаем единое изделие и можем получить его значительно быстрее: снижаются трудоемкость изготовления и итоговая стоимость. Но подчеркну: аддитивные технологии ― это заготовительное производство. Все изделия создаются с той или иной погрешностью и требуют большей или меньшей постобработки», ― рассказал старший преподаватель кафедры технологий производства двигателей Самарского университета Вячеслав Петрович Алексеев.
Основные материалы, которые применяют для печати, ― это алюминиевые жаропрочные сплавы, детали из которых особенно востребованы в ракетостроении, марки нержавеющий стали, титановые и кобальт-хромовые сплавы. И если в начале развития аддитивных технологий в России сырье было в большей степени импортным и малодоступным, то сегодня отечественные металлопорошковые композиции высокого качества широко распространены на рынке.

Вячеслав Петрович Алексеев
Фото: Александр Бурмистров / Научная Россия
Кстати, работая с металлом, инженеры не отказываются и от более доступного пластика ― технологии FDM (Fused Deposition Modeling). Относительно дешевые полимерные материалы позволяют без лишних затрат создать деталь до ее воплощения в металле и посмотреть, нужно ли вносить изменения в проект. Так получается сэкономить достаточно дорогие металлические порошки.
«Изготовление прототипов деталей из пластиков, например, широко распространено в автомобильной промышленности. Создавать какой-либо блок достаточно долго, и надо заранее понимать, как будут компоноваться последующие изделия. Поэтому используются детали, выращенные из пластика: они позволяют оценить, насколько деталь подходит и можно ли использовать ее или надо вносить в проект изменения. Это еще одно важное преимущество аддитивных технологий: они позволяют быстро изменять конструкцию», ― отметил В.П. Алексеев.
Селективное лазерное сплавление
Наиболее востребованная сегодня технология аддитивного производства ― селективное лазерное сплавление (SLM ― Selective Laser Melting), позволяющее создавать действительно сложные конструкции с высокой точностью.
Созданная 3D-модель разделяется на слои толщиной около 50 мкм. В камере принтера, насыщенной инертным газом ― аргоном или азотом, ― установлена плита построения, на которую наносится слой металлического порошка. По заданному контуру лазер спекает на плите слой порошка, после чего платформа опускается на толщину слоя, а оставшийся порошок просеивается и используется заново. Так процесс повторяется, пока деталь не будет готова.

Очистка детали, созданной методом SLM
Фото: Александр Бурмистров / Научная Россия
Важное ограничение технологии ― размер выращиваемой детали зависит от размеров станка. И пока они не очень велики: принтеры в Самарском университете позволяют печатать детали не более 350 мм3. Самые большие станки в России позволяют создавать изделия размером 600 мм3, а за рубежом ― 1,2 тыс. мм3. А если учитывать слои сплавления около 50 мкм, изготовление крупной детали может занять несколько дней.
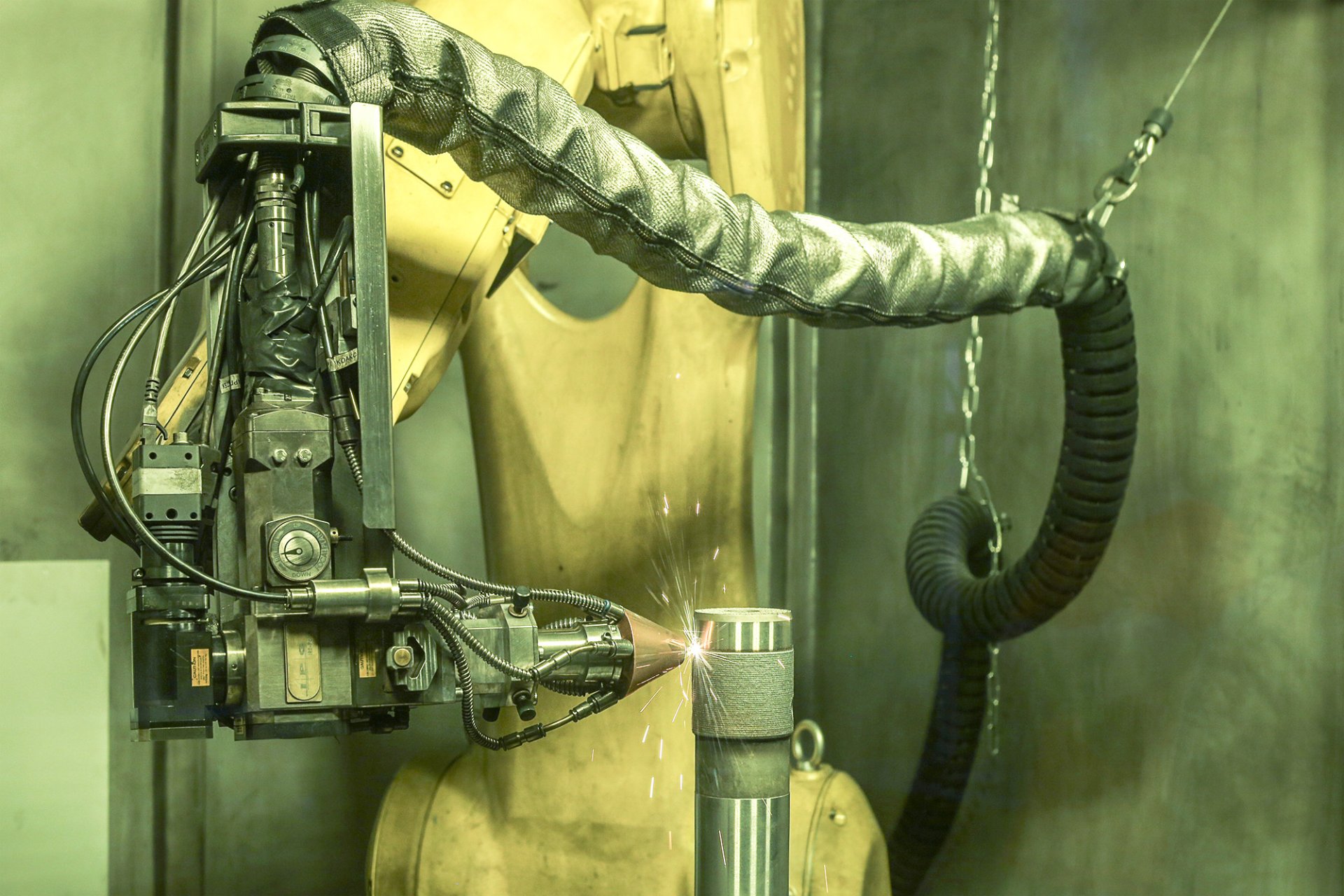
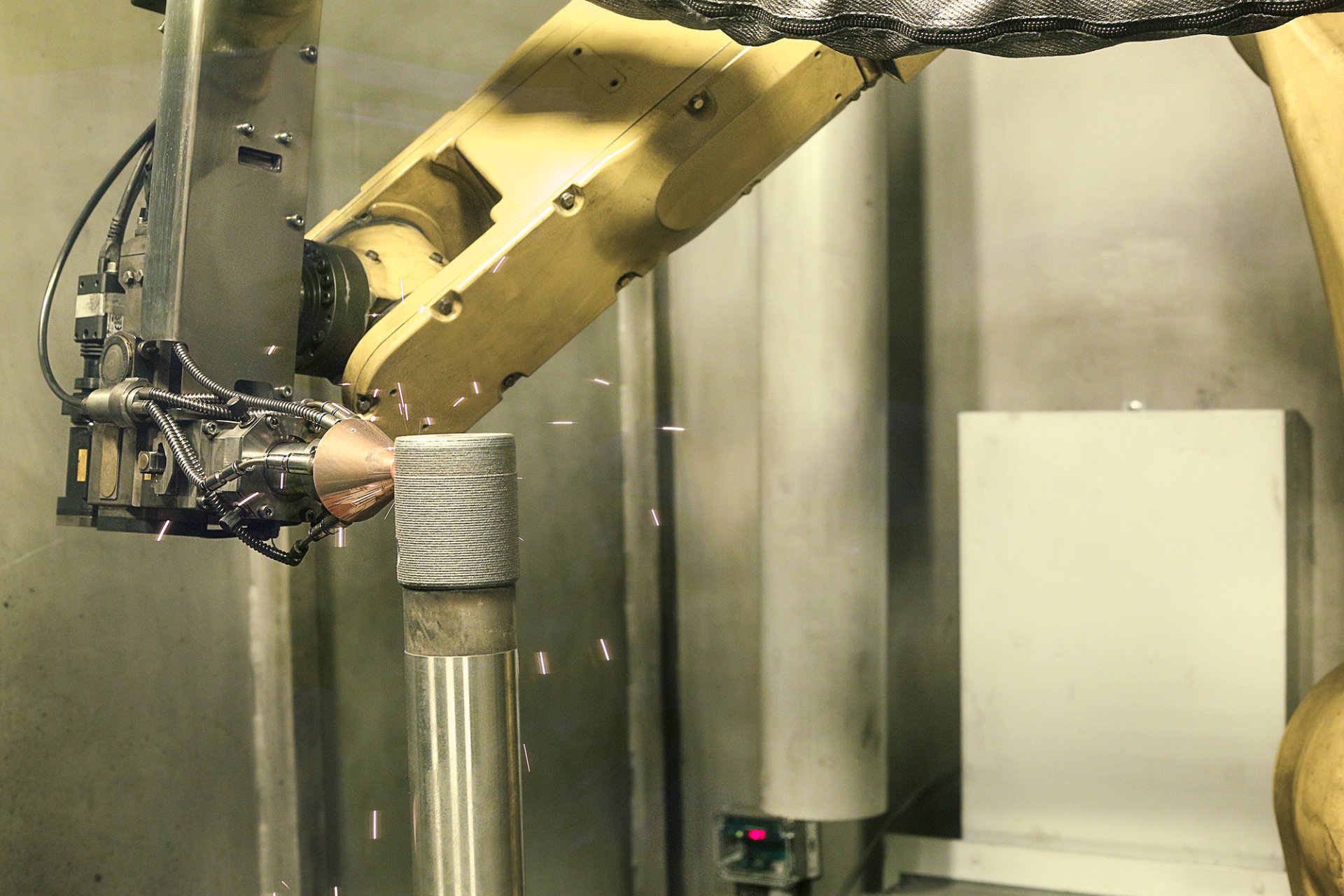
Прямое лазерное наплавление
Технология прямого лазерного выращивания DMD применяется для производства крупногабаритных деталей и заготовок. В отличие от SLM этот метод гораздо более производителен: за час работы принтера возможно получить около 1 кг заготовки. Хотя и точность выращенных деталей будет ниже, чем при использовании технологии селективного лазерного спекания.
На роботе-манипуляторе закреплен рабочий инструмент, на который через четыре отверстия подается металлический порошок. В роли транспортного газа, проталкивающего порошок, используется аргон. Лазерный луч в точке пересечения четырех потоков порошка расплавляет металл, наращивая его на поверхности.
«Одно из преимуществ технологии прямого лазерного выращивания ― это возможность отказаться от поддерживающих структур. За счет того, что робот может работать в разных плоскостях, а стол вращаться, мы можем создавать определенные навесные элементы и приблизиться к итоговой геометрии. В технологии SLM для этого строятся поддерживающие структуры, которые потом необходимо удалять, ― это дополнительная слесарная работа», ― рассказал аспирант Самарского университета Евгений Петрович Злобин.
Технология широко используется в двигателестроении, судостроении и атомной промышленности. «Росатом», например, планирует таким образом создать выгородку для атомного реактора весом 11 т. Учитывая небольшие сроки изготовления деталей, особенно выгодно применять метод при изготовлении мелкосерийного производства.

Фото: Александр Бурмистров / Научная Россия
Электродуговое выращивание
Технология Wire Arc Additive Manufacturing (WAAM, электродуговое выращивание) ― это фактически электродуговая сварка с применением робота-манипулятора. По заданной геометрии станок наплавляет проволоку, формируя деталь. Это достаточно доступный метод, с помощью которого можно быстро создавать крупные надежные конструкции: робот в Самарском университете может создать деталь 1,5м³. Но при таком подходе снижается точность готового изделия.
«Проволочный материал ― доступный и дешевый, а самое главное, технология понятна. Дело в том, что при создании ответственных деталей с использованием аддитивных технологий сегодня часто возникают вопросы паспортизации и стандартизации ― актуальная проблема, о которой говорят все участники рынка. Чтобы мы получили право на использование порошка металла для той же технологии SLM, сырье должно пройти паспортизацию ― это занимает время. В ситуации с технологией WAAM все проще», ― отметил В.П. Алексеев.
Бóльшая часть оборудования в Самарском университете — российского производства: из пяти принтеров, работающих по технологии SLM, четыре российских. Отечественный же и принтер с технологией DMD.

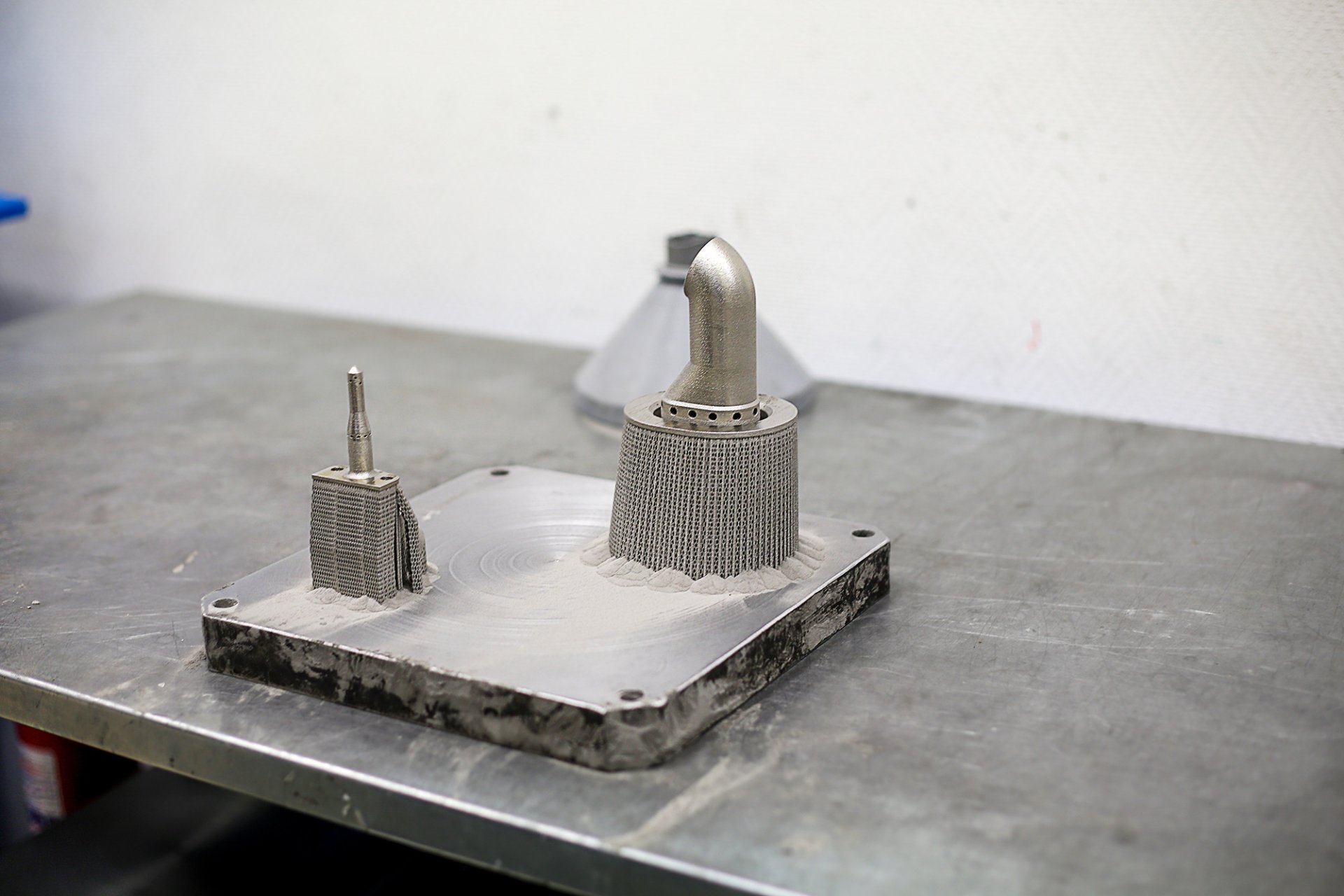
Образцы, созданные в Самарском университете, с применением аддитивных технологий
Фото: Александр Бурмистров / Научная Россия
«Отрасль отечественного оборудования быстро развивается, и на рынке появилось достаточно много игроков, которые выпускают качественное и стабильное оборудование. Это сильно радует. Мы на своем примере показываем, что на этом оборудовании можно и нужно работать. Качество выпускаемых изделий соизмеримо: в первую очередь оно зависит от подбора определенных режимов сплавления», ― говорит В.П. Алексеев.
Говоря о перспективах развития технологии, ученый отмечает, что рынок могут изменить подходы, которые позволят печатать детали без поддерживающих структур. Так будет возможно отдавать заказчику практически полностью готовые изделия, не требующие дополнительной обработки. Еще одна важная задача ― снижение шероховатости на этапе аддитивного производства. Сейчас для этого заготовки после печати обрабатывают абразивными пастами, что удлиняет цикл производства.
Фото: Александр Бурмистров / Научная Россия




























{kind=link}